精度與速度提供者
專(zhuan)業齒輪制造-專(zhuan)注傳動領域發展
聯系電話
專(zhuan)業齒輪制造-專(zhuan)注傳動領域發展
聯系電話


齒(chi)(chi)輪(lun)滾(gun)(gun)(gun)齒(chi)(chi)加(jia)工(gong)工(gong)藝的(de)利(li)弊和(he)應(ying)用(yong)說明(ming)如下,以(yi)供參(can)考。(一)滾(gun)(gun)(gun)齒(chi)(chi)加(jia)工(gong)技術:滾(gun)(gun)(gun)刀和(he)齒(chi)(chi)輪(lun)坯料不斷(duan)旋轉(zhuan),直到所有齒(chi)(chi)都被(bei)切(qie)斷(duan)。滾(gun)(gun)(gun)齒(chi)(chi)是一種齒(chi)(chi)輪(lun)加(jia)工(gong)過程,它使用(yong)螺旋切(qie)割(ge)工(gong)具通過一系列(lie)切(qie)割(ge)來形成齒(chi)(chi)輪(lun)。

優質(zhi)的(de)(de)齒輪加(jia)工(gong)廠(chang)家(jia)基本(ben)上都有這些(xie)特點,因(yin)為(wei)這些(xie)都是一些(xie)比較(jiao)基本(ben)的(de)(de)東西,要做好產品(pin)質(zhi)量(liang)!1.完整的(de)(de)制造商資(zi)(zi)格:資(zi)(zi)質(zhi)齊全(quan)這是最基本(ben)的(de)(de),有多(duo)少(shao)注(zhu)冊資(zi)(zi)本(ben),廠(chang)家(jia)是否有自己的(de)(de)生(sheng)產加(jia)工(gong)場地(di),設備各(ge)方面是否齊全(quan)。
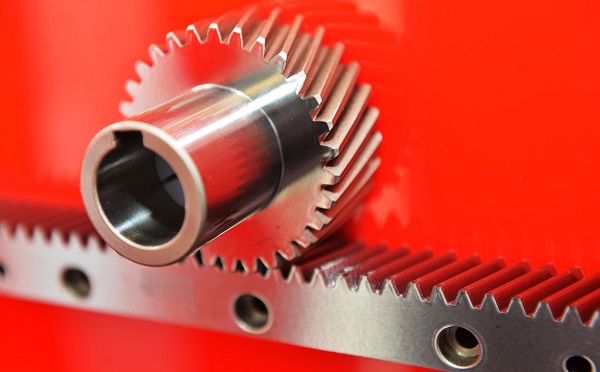
齒輪(lun)(lun)加工?中圓柱齒輪(lun)(lun)和齒條的(de)(de)銑(xian)削:由于(yu)斜齒圓柱齒輪(lun)(lun)的(de)(de)齒槽是螺(luo)(luo)旋(xuan)形的(de)(de),用齒盤銑(xian)刀銑(xian)削時,工作(zuo)臺(tai)必須(xu)轉動螺(luo)(luo)旋(xuan)角,使銑(xian)刀的(de)(de)螺(luo)(luo)旋(xuan)面與(yu)齒槽方向共存。法向齒廓與(yu)斜齒圓柱齒輪(lun)(lun)的(de)(de)等(deng)效齒廓相同。

齒(chi)的(de)方(fang)向(xiang):錐(zhui)(zhui)齒(chi)輪(lun)(lun)可以(yi)有直(zhi)齒(chi)或斜(xie)齒(chi)。當錐(zhui)(zhui)齒(chi)輪(lun)(lun)的(de)齒(chi)是(shi)直(zhi)的(de),但以(yi)這樣的(de)方(fang)式(shi)(shi)傾斜(xie),即(ji)它們(men)會(hui)(hui)聚到一個(ge)共同的(de)頂點時(shi),該齒(chi)輪(lun)(lun)被(bei)稱(cheng)為(wei)直(zhi)錐(zhui)(zhui)齒(chi)輪(lun)(lun)。交叉(cha)軸上(shang)只(zhi)能安裝兩個(ge)這樣的(de)齒(chi)輪(lun)(lun)。直(zhi)錐(zhui)(zhui)齒(chi)輪(lun)(lun)的(de)一種變體,稱(cheng)為(wei)斜(xie)錐(zhui)(zhui)齒(chi)輪(lun)(lun),可以(yi)用在(zai)(zai)不平行和(he)不相交的(de)軸上(shang)。另一方(fang)面,當在(zai)(zai)錐(zhui)(zhui)齒(chi)輪(lun)(lun)毛坯上(shang)以(yi)螺旋(xuan)形(xing)式(shi)(shi)切(qie)割齒(chi)時(shi),螺旋(xuan)曲線在(zai)(zai)單個(ge)頂點處會(hui)(hui)聚,這被(bei)稱(cheng)為(wei)螺旋(xuan)錐(zhui)(zhui)齒(chi)輪(lun)(lun)。

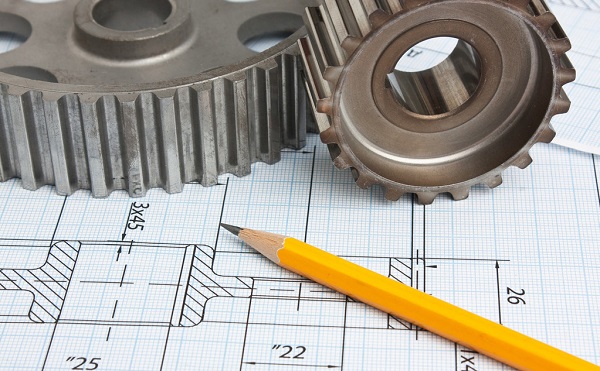
齒輪加工精度(du)(du)如何,刀具可(ke)以(yi)說是(shi)決定(ding)性因素(su)。通常來(lai)說,控制齒輪刀具徑(jing)/軸(zhou)向安(an)裝精度(du)(du),是(shi)保證齒輪加工質量的重要(yao)環(huan)節。盤形銑刀需(xu)檢驗端面(mian)跳動(dong),使用百分表進行(xing),如果發現端面(mian)跳動(dong)超(chao)差(cha),可(ke)稍許(xu)轉動(dong)刀桿墊圈,借助其平行(xing)度(du)(du)誤差(cha)來(lai)進行(xing)調整(zheng)。而對于刀齒的徑(jing)向跳動(dong),由(you)于對加工精度(du)(du)影響不(bu)大,可(ke)以(yi)不(bu)作處理。
行業內都知道,用成形法(fa)銑(xian)齒(chi)輪(lun),其齒(chi)形的(de)(de)準(zhun)確程度是通過(guo)銑(xian)刀(dao)刀(dao)刃的(de)(de)形狀來保(bao)證的(de)(de),也就是說,銑(xian)刀(dao)刀(dao)刃的(de)(de)形狀至關重要,那齒(chi)輪(lun)銑(xian)刀(dao)分幾類呢?什(shen)么(me)情況應該用什(shen)么(me)樣的(de)(de)銑(xian)刀(dao)?本篇為(wei)您解答。
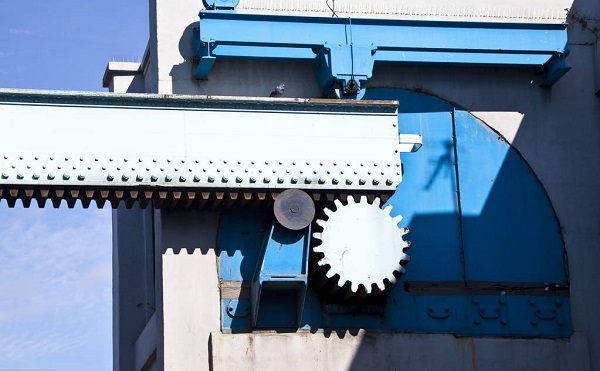
齒(chi)輪副側(ce)隙的定義:為了保證傳(chuan)動正(zheng)常進行(xing),兩嚙(nie)合齒(chi)的非(fei)工作齒(chi)面間留出的間隙。當一個齒(chi)輪固定時,另(ling)一個齒(chi)輪的圓(yuan)周晃動量,以分(fen)度圓(yuan)上弧長(chang)記值。

隨(sui)著時代(dai)變(bian)(bian)遷,被(bei)剃(ti)削(xue)(xue)齒(chi)(chi)輪(lun)由工(gong)件地位轉換為(wei)主導的刃具地位,齒(chi)(chi)面大都由堅硬的金(jin)屬鍍層構成,齒(chi)(chi)形(xing)(xing)(xing)為(wei)標準的漸開線齒(chi)(chi)形(xing)(xing)(xing),我們(men)稱此刀具為(wei)標準齒(chi)(chi)形(xing)(xing)(xing)修形(xing)(xing)(xing)輪(lun)。剃(ti)齒(chi)(chi)刀相應(ying)地從刀具轉變(bian)(bian)為(wei)硬度低于(yu)成形(xing)(xing)(xing)輪(lun)磨削(xue)(xue)材料的工(gong)件,并且剃(ti)齒(chi)(chi)刀處于(yu)加工(gong)位置,因此成形(xing)(xing)(xing)輪(lun)的硬表層不(bu)能被(bei)剃(ti)掉,進而剃(ti)齒(chi)(chi)刀被(bei)反向磨削(xue)(xue)。

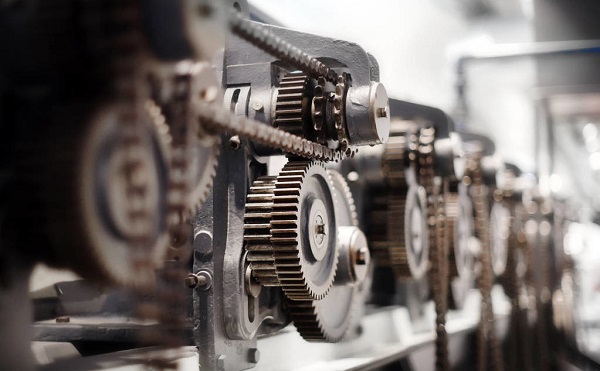
齒(chi)輪設計是傳動(dong)系統中的主(zhu)要(yao)(yao)噪聲源,它以固(gu)有頻(pin)率和(he)嚙(nie)合(he)頻(pin)率傳播噪聲。提高齒(chi)輪加工精度(du)不是降低齒(chi)輪噪聲的唯一途(tu)徑,但卻是一種重(zhong)要(yao)(yao)手(shou)段(duan)。齒(chi)輪的幾乎所有誤差和(he)表面粗糙度(du)都(dou)對傳動(dong)噪聲有重(zhong)要(yao)(yao)影響。
隨著(zhu)工業(ye)(ye)化4.0的(de)到(dao)來,企業(ye)(ye)追求高效(xiao)、便(bian)捷(jie),齒輪行(xing)業(ye)(ye)也不(bu)例外,本章主要論述“齒輪高頻(pin)(pin)淬火工作原理及(ji)特點”高頻(pin)(pin)淬火相比普通(tong)淬火贏的(de)可不(bu)止(zhi)易于操作這(zhe)一點這(zhe)么簡單,具體(ti)表現有……
189 2935 7195
地址:深圳市龍華區大浪創藝路(lu)16號安宏基工業園C棟(dong)
電話 :18929357195
QQ:2850623673

微信聯系我們
Copyright ? 深圳市(shi)合發(fa)齒輪機械有(you)限公司
189 2935 7195
地(di)址:深圳市龍華(hua)區大浪創藝路16號(hao)安宏基工業(ye)園(yuan)C棟(dong)
電話 :18929357195
QQ:2850623673
微信聯系我們


